Page 1 of 1
Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 8:28 am
by olek
Hello
DCEN gives a sharper shape to the weld and more heat within the metal. (70% of the heat is in the metal)
DCEP gives a flatter shape to the weld, and 70% of the heat is on the electrode (only 30% on the metal then)
A welder told me he use DCEN for root pass wen using 7018 (6010 are almost unused here)
The engineer (make formulas) from FSH selectarc (electrode maker) told me that more heat is created with DCEP, this is probably because it applies on a small metal piece, it contacts +- the air, so the electrode is "boosted" and melt faster.
Then only as I understand it , a couple of certain electrode and DCEP will give more penetration because more heat comes in the process ( with dcen, there may be more heat in the metal but it is dissipated more)
I have mostly used 6013 for training and the polarity is DCEN . May be I would have more penetration with EP but I mosly have seen a larger bead and lot of spatter.
Any new ideas on the question please ?
I noticed ESAB as well as Lincoln say more penetration with dcep as a generality. They did not answer me why ..
Best regards
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 8:53 am
by MinnesotaDave
Here is an excerpt from a textbook:
"...there is a jet action and / or expansion of gases in the arc at the electrode tip. This expansion causes the molten metal to be propelled with great speed across the arc. The molten metal impacts the base metal with greater force. This heavy impact on the base metal helps to produce deep, penetrating welds."
~Modern Welding 1997 Althouse, Turnquist, Bowditch, and Bowditch.
In general, for stick welding (SMAW/MMA)
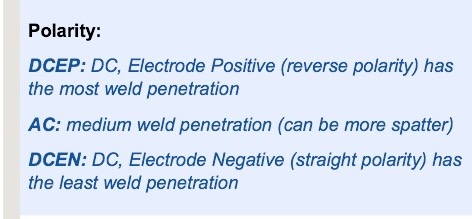
- image.jpeg (29.45 KiB) Viewed 1519 times
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 9:31 am
by olek
Thank you Dave, this make sense and goes along with what I suspected

.
So electrically there "SHOULD" be more penetration with dcen but practically dcep wins .
The welders that use dcen for root pass do that only because of the shape of the mold I suppose, possibly more controlable root pass , less large key hole lesS risk to burn thru (?)
not really a penetration question in that case is not it ?
Thanks
(The 6013, running "only" dcen, is still a mystery, may be only too much splatter with dcep)
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 1:00 pm
by Poland308
They do it from r control. Think about electron flow. Direction of movement of the electrons will make a difference in how the material deposits. Electro plating is a slower process but the same principle.
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 1:06 pm
by olek
Poland308 wrote:They do it from r control. Think about electron flow. Direction of movement of the electrons will make a difference in how the material deposits. Electro plating is a slower process but the same principle.
Thank you Josh but can you "vulgarise" for me ? electron flow with DCEP the electrons goes from the metal to the electrode is not it (that may be why it energize it so much, the electrode being small)
or are you talking of something very different ? what is "r" , resistance ?
Thanks in advance
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 1:30 pm
by Poland308
Resistance is your air gap. Or arc length.
https://en.m.wikipedia.org/wiki/Electroplating
Electron flow plays a part in deposition rates.
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 1:42 pm
by MinnesotaDave
olek wrote:Thank you Dave, this make sense and goes along with what I suspected
.
So electrically there "SHOULD" be more penetration with dcen but practically dcep wins .
Keep in mind, this is true for stick welding.
For TIG welding, the penetration is on DCEN as would normally be predicted.
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 2:27 pm
by olek
MinnesotaDave wrote:olek wrote:Thank you Dave, this make sense and goes along with what I suspected
.
So electrically there "SHOULD" be more penetration with dcen but practically dcep wins .
Keep in mind, this is true for stick welding.
For TIG welding, the penetration is on DCEN as would normally be predicted.
Thanks, it may be a question of favorizing a certain transfer mode
I just did find some scientific reading on the use of PTFE as a binder in 7018 "low hydrogen" electrodes, so to avoid all the drying , and also produce more easily the electrodes = the usual 7018 is cooked at 752 F for 9 hours, no surprise they will accept more cooking time (I was said 30 hours at 620K )
Extra fast camera pics show the metal transfer, the bubbles of metal created with high amp, and I was surprised to find the formulas of the electrodes
They see to find that with 23% of PTFE as a binder (replacing sillicate I think) the metal deposed is tougher, the transfer mode is better, there are advantages
It was in 2012 I have noticed that we can find 6013 electrodes rutilo cellulosic, that can even work under water, the same may arise with basic types as with 7016 type (I think) so some electrodes work without cooking
WHat is fun is that they are not cheaper, while they seem to be easier to make with only a simple drying, while 7018 need drying plus cooking (rutile need only drying)
Let me know if you want the links, I find that interesting
PS , sure, all the theoretical knowledge does not make a welder, but as I am so enthusiastic about welding it helps me to occupy free time when I am not training
Best regards
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 2:35 pm
by olek
you mean electron direction favor some sort of molecular "grabbing" of the metal ? I did understood it was mostly a mechanical process, faster impacts and more digging , you seem to say it may be more subtle than that
Regards
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 8:56 pm
by Poland308
It's more subtle. These same principles also apply to tig welding. Reversing polarity from electrode neg, to electrode positive causes the heat to be focused into the tungsten more than the base metal.
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 9:32 pm
by MinnesotaDave
Poland308 wrote:It's more subtle. These same principles also apply to tig welding. Reversing polarity from electrode neg, to electrode positive causes the heat to be focused into the tungsten more than the base metal.
Which for TIG welding is not beneficial of course.

Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 10:15 pm
by Farmwelding
MinnesotaDave wrote:Poland308 wrote:It's more subtle. These same principles also apply to tig welding. Reversing polarity from electrode neg, to electrode positive causes the heat to be focused into the tungsten more than the base metal.
Which for TIG welding is not beneficial of course.
Then you have to increase tungsten sizes or drop amperages to avoid melting your tungsten.
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 10:21 pm
by MinnesotaDave
Farmwelding wrote:MinnesotaDave wrote:Poland308 wrote:It's more subtle. These same principles also apply to tig welding. Reversing polarity from electrode neg, to electrode positive causes the heat to be focused into the tungsten more than the base metal.
Which for TIG welding is not beneficial of course.
Then you have to increase tungsten sizes or drop amperages to avoid melting your tungsten.
The benefit is not there, very large tungsten is required to weld at low amps.
It works for thin aluminum, I've tried it, but isn't very practical.
Re: Why so much doc say DCEP is more penetrant?
Posted: Sat Jun 10, 2017 10:25 pm
by olek
After much reading and exchanges , I got that stick welding DCEN allow a quieter and more manageable arc so it is choosed by some for the first root pass (up to some thickness of metal certainly)
Also with thin gauges DCEN is used up to ga13 for instance, then with thicker steel it does not allow good enough penetration.
It makes root pass easier ,less risk of opening a large key hole better management of arc blow, etc.
That is about all I wanted to understand, there may be more subtleties depending of types of coating as different protective gas can be created, but I think I have my answers for the moment.
The shape is still flatter with DCEP, larger than with straight polarity. The names used as "reverse polarity" that mean the opposite for 6013 and 7018 is a big help to obtain much confusion
Best regards, and thanks all for your generous help.
Re: Why so much doc say DCEP is more penetrant?
Posted: Sun Jun 11, 2017 6:27 am
by olek
Is 'R' something you have in mind when welding, for instance modulating your arc lenght you know that you will have a certain effect in metallurgy ? I do not figure that very well yet, for instance I see I create more heat if I enlarge a hair the arc, but what happens when the arc is very short I don't know out that it is good to have a short but tense arc .
Is the arc somewhat tight lor "hard" when very short ? Tension is at its hughest then ? Sorry for the question see that is not yet totally clear even if it is basics.
For instance I think that "manual automatic" (dragging without much pull motion ) allow to use a strong amp, as it is at its lowest when dragging ...
Re: Why so much doc say DCEP is more penetrant?
Posted: Sun Jun 11, 2017 8:24 am
by Poland308
Keeping your arc length short is important. I don't ever think about the actual resistance it's creating. I can't think of any good things that happen when your arc is long. It's wasted energy, your machine has to run harder just to maintain the arc. You already noticed the heat increase you get. It's also possible to get it long enough that you don't get proper gas shielding. Undercut, loss of control or arc wander. I'm not sure about the metallurgy part other than that it has some effect mostly from the poor shielding, and a diferance in the metal structure as it's deposited.
Re: Why so much doc say DCEP is more penetrant?
Posted: Mon Jun 12, 2017 7:14 pm
by olek
Hello
back to topic, I was lucky today to have a feel of the difference depending of polarity
on certain metals or may be only on thin or moderately thin, DCEN will penetrate better because of the sharper shape of the arc plus fused metal
the documents provided by the electrodes makers are intended to professionals , I suppose you weld with stronger electrodes than 1/8 and mostly on thick metal, I did see the guide from Lincoln : tables show thick electrodes and very high Amp.
as I see it DCEP became necessary then , to have adequate penetration, hence what say LINCOLN, ESAB, and others
so this is not contradictory in the end, I think,
still DCEN helps by providing a quieter arc and puddle for the type of weld I may have to do
Regards
Re: Why so much doc say DCEP is more penetrant?
Posted: Tue Jun 13, 2017 8:14 am
by MinnesotaDave
olek wrote:Hello
back to topic, I was lucky today to have a feel of the difference depending of polarity
on certain metals or may be only on thin or moderately thin, DCEN will penetrate better because of the sharper shape of the arc plus fused metal
the documents provided by the electrodes makers are intended to professionals , I suppose you weld with stronger electrodes than 1/8 and mostly on thick metal, I did see the guide from Lincoln : tables show thick electrodes and very high Amp.
as I see it DCEP became necessary then , to have adequate penetration, hence what say LINCOLN, ESAB, and others
so this is not contradictory in the end, I think,
still DCEN helps by providing a quieter arc and puddle for the type of weld I may have to do
Regards
You're overthinking this.
You want less penetration on thin metal, that's why the use of DCEN when needed.
You generally want more penetration when dealing with thicker metal, so use DCEP, or don't, it's up to you in the end.
Re: Why so much doc say DCEP is more penetrant?
Posted: Tue Jun 13, 2017 8:33 am
by olek
Yes , Dave, as a "virtual welder" ,without instructor, I overthink before going real
that helps in the end to analyse my mistakes better, I think
the shape of the heat is supposedly different. More sharp in straight polarity. It may be better then for thinner metal as it is more difficult to burn thru .
DCEN is used here very often for root pass to have a neater job more easily no enlarged key hole etc
I try to find reasons when there are contradictions (some manual state that the dcen is deeper, but with no mention of electrode size and polarite this is worthless)
So it helps but then may be there is something relative to the size of the electrode that make some transfer mode more efficient.
I clearly did see dcep refusing to weld , sliding on the surface of the metal even on a precedent bead .
It may be well more quality vs deepness but the heat shape is still sharper. Regards
Re: Why so much doc say DCEP is more penetrant?
Posted: Tue Jun 13, 2017 10:13 am
by MinnesotaDave
olek wrote:Yes , Dsve, as a "virtual welder" , I overthink before going real
What are the most common size of your electrodes? (Is my thought about big electrodes for profesdional welders true ?)
helped me .. the shape of the heat is different. More sharp in straight polarity. It may be better then for thinner metal as it is more difficult to burn thru .
DCEN is used here very often for root pass to have a neater job more easily no enlarged key hole etc
I try to find reasons when there are contradictions (some manual state that the dcen is deeper, but with no mention of electrode size and polarite this is worthless)
So it helps but then may be there is something relative to the size of the electrode that make some transfer mode more efficient.
I clearly did see dcep refusing to weld , sliding on the surface of the metal even on a precedent bead .
It may be well more quality vs deepness but the heat shape is still sharper. Regards
My opinion is you may not be proficient enough to know what you are seeing.
If you can't weld on DCEP then you need to practice more, type less - lol