Stick Welding Tips, Certification tests, machines, projects
Yes. But I think on some machines it affects the arc in more ways than just the voltage. Probably have to get some others to weigh in who are more knowledgeable.
I have more questions than answers
Josh
Josh

Poland308 wrote:Yes. But I think on some machines it affects the arc in more ways than just the voltage. Probably have to get some others to weigh in who are more knowledgeable.
Well it is difficult to find precise descriptions .
Some say that this is only a short timed action when the arc is so short that the stick could stick, then it burns quick a piece of rod and the arc enlarge
Or the arc behavior is changed from its begin moment on the welding curve (I prefer that one)
Or both process are coded in the electronics, some voltage is injected at some point allowing the arc to dig better, plus a security for the really too short arc
Anyway I'd like to know if dragging the rod at the edge of the puddle is short enough to active arc force
I think I can feel it when doing 3F , with the stick right or left that is digging strong
ANd that only with not too powerful regulation, at 120A for 1/8 for instance the arc is so lively and strong there is no feel to reduce it.
Regards
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Hello
I amnot confusing those but
I am sorry "antistick" function is just cutting the current if the rod have stick, so it does not burn and it is easier to take it out
I was confusing with the arc force, , the result of arc force is that sticking is less easy as when there is a light shortage the electronics send some tension and burn the rod a mm or so
Possibly the amount of shortage is evaluated with its resistance in ohms (or the resulting tension) , during welding, I suspect the tension injection occur with a really small arc as 1 or 2/32
It is logical that the result differs depending of the electrode, the ones that "spray" metal are making less current shortage than the ones that make drops (7018 I think ?)
Regards
I amnot confusing those but
I am sorry "antistick" function is just cutting the current if the rod have stick, so it does not burn and it is easier to take it out
I was confusing with the arc force, , the result of arc force is that sticking is less easy as when there is a light shortage the electronics send some tension and burn the rod a mm or so
Possibly the amount of shortage is evaluated with its resistance in ohms (or the resulting tension) , during welding, I suspect the tension injection occur with a really small arc as 1 or 2/32
It is logical that the result differs depending of the electrode, the ones that "spray" metal are making less current shortage than the ones that make drops (7018 I think ?)
Regards
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
I was said that the voltage is used to regulate the amps on dc machines, the amps possibly are raised by using a stronger voltage (anyway one need more volts to allow more amps, if I understand correctly)Poland308 wrote:Yes. But I think on some machines it affects the arc in more ways than just the voltage. Probably have to get some others to weigh in who are more knowledgeable.
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
I think this is the way the relationship works when you have a given voltage they are used as a reservoir for ampsPoland308 wrote:Usually the volts amps relationship would be inverse. as voltage goes up amps go down.
but if then you add volts the amps will rise I think.
Regards
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch

- MinnesotaDave
-
Weldmonger

-
Posts:
-
Joined:Sun Oct 27, 2013 10:57 pm
-
Location:Big Lake/Monticello MN, U.S.A.
Josh is right. As voltage increases (arc longer) the amps decrease.olek wrote:I think this is the way the relationship works when you have a given voltage they are used as a reservoir for ampsPoland308 wrote:Usually the volts amps relationship would be inverse. as voltage goes up amps go down.
but if then you add volts the amps will rise I think.
Regards
This is only true on non-inverters though.
Inverters generally hold the amps as the arc length changes within a certain range.
Dig allows the amps to increase as the voltage reduces (shorter arc) past a set point.
Dave J.
Beware of false knowledge; it is more dangerous than ignorance. ~George Bernard Shaw~
Syncro 350
Invertec v250-s
Thermal Arc 161 and 300
MM210
Dialarc
Tried being normal once, didn't take....I think it was a Tuesday.
Beware of false knowledge; it is more dangerous than ignorance. ~George Bernard Shaw~
Syncro 350
Invertec v250-s
Thermal Arc 161 and 300
MM210
Dialarc
Tried being normal once, didn't take....I think it was a Tuesday.
MinnesotaDave wrote:Josh is right. As voltage increases (arc longer) the amps decrease.olek wrote:I think this is the way the relationship works when you have a given voltage they are used as a reservoir for ampsPoland308 wrote:Usually the volts amps relationship would be inverse. as voltage goes up amps go down.
but if then you add volts the amps will rise I think.
Regards
This is only true on non-inverters though.
Inverters generally hold the amps as the arc length changes within a certain range.
Dig allows the amps to increase as the voltage reduces (shorter arc) past a set point.
You are both right but I talk of something else
Let's say you regulate at 100 Amps, then the welder will use (i.e.) 20V
That voltage allows to obtain 100 Amps with the shorter arc, and may be the volts used are rising when the arc increase, just to maintain the arc . may be at 100 AMPS and with the little arc, the voltage is lower.
In any case I see the voltage as a reserve of power that allows to create x AMPS . If you want to obtain more amps during welding, the only solution I see is to raise the voltage.
To keep the amps while changing the arc length, I suppose we need to be in arc force mode .
In the sketch below , arc force begin at 80A , and 20v that is not what I thought, but I don't know how much amps change depending of the arc length. but what is said here correspond to what I perceived :
(with arc force at 5-6 )"For deeper penetration, simply decrease arc length by pushing the rod into the joint. At this point—and only at this point—the arc force control will kick in and provide the necessary boost of current. To reiterate: operators will only experience arc force when they reduce arc length to a point where voltage levels drop below 20 volts on most machines."
The external characteristics of the welder gives the curve AMPS VOLT where depending of the slant we see how much the volts and amps varies,
For instance if it is a TIG inverter, the curve have a straight slant with a small inclination , a Constant Current curve.
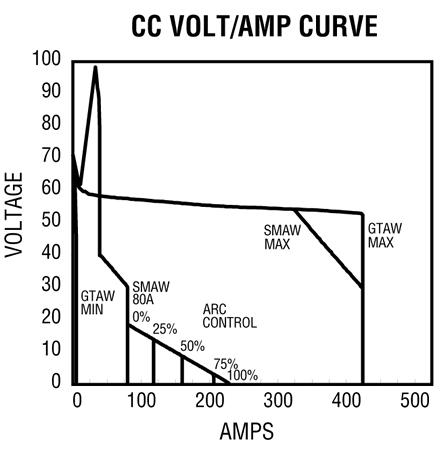
"—The CC volt/amp curve of an inverter “changes personalities” when switched from Stick to TIG modes. Also, notice how the percentages for arc force control increase amperage as voltage drops."
From Miller 's page : https://www.millerwelds.com/resources/a ... g-purposes
Under normal arc length conditions, a Stick electrode operates at about 20 volts. However, some welding situations demand shorter arc lengths, such as when the operator has to push the rod into a tight corner or into a deep bevel of an open root joint. In these situations, Stick electrodes are notoriously prone to living up to their namesake and “sticking the rod” (e.g., the voltage drops so low that the arc extinguishes itself). Arc force control overcomes this problem by increasing current when the voltage levels drop below about 20 volts (see Fig. 3). The boost of current increases total power, keeps the weld puddle molten, prevents the rod from sticking and eliminates a lot of operator frustration.
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
May be there are 2 modules, one that maintain amps when the arc enlarges, and one that add amps and tension when the stick is touching the metal.
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
There is. The mode of operation for stick welding is called "Constant Current". There is also "Constant Voltage" and various hybrid technologies in between.olek wrote:May be there are 2 modules, one that maintain amps when the arc enlarges, and one that add amps and tension when the stick is touching the metal.
Within that mode, there are control features designed to address specific situations by automatically controlling the characteristics of the welding arc, like "dig" or "arc force". This is a sub-system that operates within the system of constant current. How that control is is managed varies from manufacturer to manufacturer, and has changed thanks to technological developments in circuit controls, making it possible to increase current when needed automatically and reduce it when not necessary.
Thank you, I have trouble understanding the sketches in the sketch below (tig inverter) there are 2 CC curve, does it mean there may be a different curve for each amps setting (the stick curve her being for 80A ) ?PeteM wrote:There is. The mode of operation for stick welding is called "Constant Current". There is also "Constant Voltage" and various hybrid technologies in between.olek wrote:May be there are 2 modules, one that maintain amps when the arc enlarges, and one that add amps and tension when the stick is touching the metal.
Within that mode, there are control features designed to address specific situations by automatically controlling the characteristics of the welding arc, like "dig" or "arc force". This is a sub-system that operates within the system of constant current. How that control is is managed varies from manufacturer to manufacturer, and has changed thanks to technological developments in circuit controls, making it possible to increase current when needed automatically and reduce it when not necessary.
Regards and thanks again for chiming in .
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
olek wrote:Thank you, I have trouble understanding the sketches in the sketch below (tig inverter) there are 2 CC curve, does it mean there may be a different curve for each amps setting (the stick curve her being for 80A ) ?PeteM wrote:There is. The mode of operation for stick welding is called "Constant Current". There is also "Constant Voltage" and various hybrid technologies in between.olek wrote:May be there are 2 modules, one that maintain amps when the arc enlarges, and one that add amps and tension when the stick is touching the metal.
Within that mode, there are control features designed to address specific situations by automatically controlling the characteristics of the welding arc, like "dig" or "arc force". This is a sub-system that operates within the system of constant current. How that control is is managed varies from manufacturer to manufacturer, and has changed thanks to technological developments in circuit controls, making it possible to increase current when needed automatically and reduce it when not necessary.
Regards and thanks again for chiming in .
Well so the arc force regulation , when there is one, , is possibly the "fine setting" ? WIth zero arc force I noticed a very buttery arc, not so unpleasant but I did put arc force back trying 10 20 30 until I find a strenght that suits my need
Mixing that regulation and amps is more difficult, at that point I do not understand yet very well what makes what.
But its coming
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
There ya go! Sometimes a little tinkering with it does more than thousands of words.olek wrote: Well so the arc force regulation , when there is one, , is possibly the "fine setting" ? WIth zero arc force I noticed a very buttery arc, not so unpleasant but I did put arc force back trying 10 20 30 until I find a strenght that suits my need
Mixing that regulation and amps is more difficult, at that point I do not understand yet very well what makes what.
But its coming
In the cert. courses I took, there was a 15 min. instructional followed by 3.75 hrs. of practice.
PeteM wrote:There ya go! Sometimes a little tinkering with it does more than thousands of words.olek wrote: Well so the arc force regulation , when there is one, , is possibly the "fine setting" ? WIth zero arc force I noticed a very buttery arc, not so unpleasant but I did put arc force back trying 10 20 30 until I find a strenght that suits my need
Mixing that regulation and amps is more difficult, at that point I do not understand yet very well what makes what.
But its coming
In the cert. courses I took, there was a 15 min. instructional followed by 3.75 hrs. of practice.
"I think " means "I have noticed that, but I am not so sure"
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
In my opinion, penetration and its importance is vastly overstated in welding, especially at the amateur level. The mixture ratio for filler metal to base is ideally a 70/30 mix. Therefore on a 1/8 inch weld, the penetration and mixture only needs to be approximately 1/3 the thickness of the bead size, or 1/24 of an inch of actual penetration into the base metal.olek wrote:PeteM wrote:There ya go! Sometimes a little tinkering with it does more than thousands of words.olek wrote: Well so the arc force regulation , when there is one, , is possibly the "fine setting" ? WIth zero arc force I noticed a very buttery arc, not so unpleasant but I did put arc force back trying 10 20 30 until I find a strenght that suits my need
Mixing that regulation and amps is more difficult, at that point I do not understand yet very well what makes what.
But its coming
In the cert. courses I took, there was a 15 min. instructional followed by 3.75 hrs. of practice.
"I think " means "I have noticed that, but I am not so sure"
Best way to check that is a cut/polish/etch analysis, and for actual soundness of the weld- beat it till it breaks.
Fusion (or lack thereof) and the re-crystallization of the metal is the real key to a good weld.
Something to think about- Take a scribe and scratch a line down a piece of metal. Now ask yourself what amount of metal is holding one side of that scratch to the other?
MPeteM wrote:In my opinion, penetration and its importance is vastly overstated in welding, especially at the amateur level. The mixture ratio for filler metal to base is ideally a 70/30 mix. Therefore on a 1/8 inch weld, the penetration and mixture only needs to be approximately 1/3 the thickness of the bead size, or 1/24 of an inch of actual penetration into the base metal.olek wrote: Well so the arc force regulation , when there is one, , is possibly the "fine setting" ? WIth zero arc force I noticed a very buttery arc, not so unpleasant but I did put arc force back trying 10 20 30 until I find a strenght that suits my need
Mixing that regulation and amps is more difficult, at that point I do not understand yet very well what makes what.
But its coming
"I think " means "I have noticed that, but I am not so sure"
Best way to check that is a cut/polish/etch analysis, and for actual soundness of the weld- beat it till it breaks.
Fusion (or lack thereof) and the re-crystallization of the metal is the real key to a good weld.
Something to think about- Take a scribe and scratch a line down a piece of metal. Now ask yourself what amount of metal is holding one side of that scratch to the other?
Thanks, then what tool may I consider to cut, (also to cut st 45 90deg tubes for building), static cutting disk, electrical saw ?
Not too expensive, dust collection if possible (I cannot afford to put metal dust everywhere)
.
See I am studying
Vertical downhill, 7018 (using most of the ones from the bin) on a lap joint block so not flat.
Zero arc force 1/8 118 to 125A
As it was somewhat frustrating, I added a coat of 4mm 6013 going up. 132A.. No arc force, slag as a breeze
Yesterday : https://photos.app.goo.gl/m70TJ4vp66a3aQkl1
I do not complain I make beads and beads, and I try to understand what happen with arc force and without.
Always trying to weld with enough amps.
One hand, standing. I used chalk lines but laterally once half of the plate is done the chalk is under the dust..
I do not cut and etch do often because of the dust but sure I will.
Regards and thank you for the interesting and precise explanations
(for the line scratches, I don't get the comparison, but let me think about it
Last edited by olek on Thu Jul 27, 2017 1:39 am, edited 1 time in total.
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
- MinnesotaDave
-
Weldmonger
-
Posts:
-
Joined:Sun Oct 27, 2013 10:57 pm
-
Location:Big Lake/Monticello MN, U.S.A.
7018 is not a vertical down rod - at least none that I've purchased on this side of the pond.
Up is the direction for that joint with 7018.
Up is the direction for that joint with 7018.
Dave J.
Beware of false knowledge; it is more dangerous than ignorance. ~George Bernard Shaw~
Syncro 350
Invertec v250-s
Thermal Arc 161 and 300
MM210
Dialarc
Tried being normal once, didn't take....I think it was a Tuesday.
Beware of false knowledge; it is more dangerous than ignorance. ~George Bernard Shaw~
Syncro 350
Invertec v250-s
Thermal Arc 161 and 300
MM210
Dialarc
Tried being normal once, didn't take....I think it was a Tuesday.
MinnesotaDave wrote:7018 is not a vertical down rod - at least none that I've purchased on this side of the pond.
Up is direction for that joint with 7018.
http://www.weldtrade.pl/ok4800-25mm-p-8 ... kazje.info
Ceci explique cela..in the end, I did not verify, those are Esab 48.00. what a waste, it worked somehow making 'smiles' but even then the puddle very suddenly pass the rod is one is not very cautious. Not descending you see right
Anyway due to the 'stairs' shape it was very difficult, at each step change of rod angle to avoid sudden drop.
with a short arc the bead is flat, too flat
Mistake...
Last edited by olek on Thu Jul 27, 2017 3:20 pm, edited 1 time in total.
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
7810 up 3/32 & fillet joint.
Now it seem to be better.
If only I could have better viewing, I am not shaking, I am rolling (I forget rattle )
)
I can weld Stevie Wonder style!
.
https://photos.app.goo.gl/S0S5ZVeV8jZTTQ0Q2
Now it seem to be better.
If only I could have better viewing, I am not shaking, I am rolling (I forget rattle
I can weld Stevie Wonder style!
.
https://photos.app.goo.gl/S0S5ZVeV8jZTTQ0Q2
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
PeteM wrote:Those beads on the right side of the triangle are looking pretty decent.
Thank you for taking time to look at them.
I begun with DCEN and had some sticking while raising amps from 80 up to 95A. Those sticks. want a lot of energy to do their thing. So with EN they will need a little dig function to avoid using too high amperage. (on thin steel >
Doing regulation on the final plate is risky
I then changed to DCEP, zero dig but 90A I even tested 95. Slag peel easily it help
I even left slag in place and weld on it the next bead, once or twice as I felt I had enough energy to melt the under slag.
I suppose not recommended to do so. It did not cause trouble apparently.
Regards
Btw I did cut with a grinder and cutting disk. Then find it difficult to see the bead, the haz, I finally saw them but with very low contrast (difficult to make pics with my smartphone) . Is not the cutting disk heating much the metal ?
I did file with the angle grinder , a lot . (then used 5% nitric acid in isopropyl alcool)
I ask because I was said one need to file about 1mm thickness on a water refreshed stone \wheel so to get rid of the haz of the initial cutting. hence my precedent inquiry, are the fixed cutters (metal disk) heating less ? what tool(s) to cut and etch ?

Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
PeteM wrote:In my opinion, penetration and its importance is vastly overstated in welding, especially at the amateur level. The mixture ratio for filler metal to base is ideally a 70/30 mix. Therefore on a 1/8 inch weld, the penetration and mixture only needs to be approximately 1/3 the thickness of the bead size, or 1/24 of an inch of actual penetration into the base metal.olek wrote: "I think " means "I have noticed that, but I am not so sure"
Best way to check that is a cut/polish/etch analysis, and for actual soundness of the weld- beat it till it breaks.
Fusion (or lack thereof) and the re-crystallization of the metal is the real key to a good weld.
Something to think about- Take a scribe and scratch a line down a piece of metal. Now ask yourself what amount of metal is holding one side of that scratch to the other?
Do you mean that the mix quality (amount percentage and heat,) could be more important than pure penetration?
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Yes. The actual composition and structure of the weld is more important than penetration. The term "penetration" and what is seen in a cross section of a weld is actually just a function of the heat, but the nugget, its composition, and the structure of the mixture of the base metal and filler is what actually holds pieces together.olek wrote:PeteM wrote:In my opinion, penetration and its importance is vastly overstated in welding, especially at the amateur level. The mixture ratio for filler metal to base is ideally a 70/30 mix. Therefore on a 1/8 inch weld, the penetration and mixture only needs to be approximately 1/3 the thickness of the bead size, or 1/24 of an inch of actual penetration into the base metal.olek wrote: "I think " means "I have noticed that, but I am not so sure"
Best way to check that is a cut/polish/etch analysis, and for actual soundness of the weld- beat it till it breaks.
Fusion (or lack thereof) and the re-crystallization of the metal is the real key to a good weld.
Something to think about- Take a scribe and scratch a line down a piece of metal. Now ask yourself what amount of metal is holding one side of that scratch to the other?
Do you mean that the mix quality (amount percentage and heat,) could be more important than pure penetration?
Great answers lately. I have some food to though.
How does that look? (angle up 3/32 7018)
https://photos.app.goo.gl/HTXg03NVGEFgH7Xh1
Regards
How does that look? (angle up 3/32 7018)
https://photos.app.goo.gl/HTXg03NVGEFgH7Xh1
Regards
Pianos , restorer and tuner
Dedicated to learn welding since april
slowly learning not complaining of doing beads and beads
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Dedicated to learn welding since april
slowly learning
pro inverter PROGYS 200 FV PFC CEL+tig lift
OA Oxyflam 1000 cutting and welding gas torch
Return to “Stick Welding/Arc Welding - Shielded Metal Arc Welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities