Thanks for the suggestions, all. No, it's not my first time doing stainless, but I am new to using a gas lens, which is why I sat down to practice.
So I grabbed a pack of coupons to try out all of your suggestions. I figured I'd try them one at a time and see the results. Science!
I used a fresh coupon for each bead and welded on a hunk of aluminum that I cooled every few beads. I was also extremely careful about maintaining a consistent arc length, to the best of my abilities, as well as torch angle. Each coupon got a green Scotch-brite and acetone before use.
First, the control bead with no settings changed. 100A, 15CFM, 1/2" stickout, no filler.
- 20210716_103406.jpg (50.76 KiB) Viewed 1320 times

- 20210716_105518.jpg (99.17 KiB) Viewed 1320 times
First suggestion: filler too small. Moved to 3/32" ER308L.

- 20210716_105521.jpg (152.45 KiB) Viewed 1320 times
Second: too much stickout. Reduce to 1/4".
- 20210716_104321.jpg (21.89 KiB) Viewed 1320 times
- 20210716_105524.jpg (161.96 KiB) Viewed 1320 times
Third: more CFM. Gas up to 30CFM.

- 20210716_105527.jpg (207.38 KiB) Viewed 1320 times
Fourth: not enough amperage. Move up to 120A.

- 20210716_105530.jpg (321.69 KiB) Viewed 1320 times
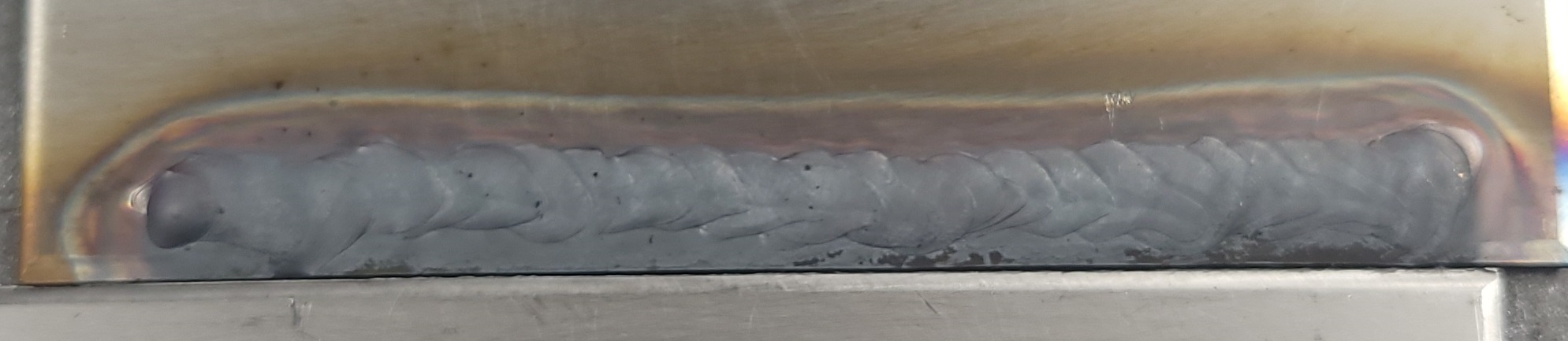
I noticed the beads have elongated, pointy ends, which reminded me of a video where Jody said that means too much amperage. The googles suggest 2/3 of an amp per thousandth (125 * 2/3 = 83.3), so I went way back to 85A and:

- 20210716_105543.jpg (247.36 KiB) Viewed 1320 times
So I've still got a ton of practice to do (obviously!) but the results are night and day. The heat affected zone doesn't look any wider than the other beads I did at higher amperages.
I'm left with questions:
Since several folks suggested *more* amperage, is there something I need to practice here? Move faster? Won't that make my puddles even more pointy?
Why is 2/3 of an amp per thou the rule of thumb if folks are telling me 100A is barely enough?
Thanks again for all your advice.


