Tig welding tips, questions, equipment, applications, instructions, techniques, tig welding machines, troubleshooting tig welding process


Picked this little job up yesterday. Delivered today. Everything went just as planned which was nice since it usually doesn't go that way for me. Especially on aluminum. It was very dirty and oily but it cleaned up good. It's an oil pan for chevy aveo. I didn't think to grind off the weld where the plug goes back in but the mechanic said it was fine. Had a little porosity at the starts but after I ground it out the next weld was fine.
- Attachments
-
- Stop drilled
- IMG_1010.JPG (25.22 KiB) Viewed 2469 times
-
- Ground out with the new dremel I haven't gotten to use yet!!
- IMG_1011.JPG (37.38 KiB) Viewed 2469 times
-
- Finished up
- IMG_1012.JPG (30.16 KiB) Viewed 2469 times


What brand bender is that?
Pete
Esab SVI 300, Mig 4HD wire feeder, 30A spool gun, Miller Passport, Dynasty 300 DX, Coolmate 4, Spectrum 2050, C&K Cold Wire feeder WF-3, Black Gold Tungsten Sharperner, Prime Weld 225
Esab SVI 300, Mig 4HD wire feeder, 30A spool gun, Miller Passport, Dynasty 300 DX, Coolmate 4, Spectrum 2050, C&K Cold Wire feeder WF-3, Black Gold Tungsten Sharperner, Prime Weld 225

- 5th Street Fab
-
Guide

-
Posts:
-
Joined:Sun Jan 15, 2017 1:08 am
Interesting bender! Ive got some questions hahaGreinTime wrote:First bends with the new bender!
Sent from my VS995 using Tapatalk
What's the brand?
Price?
180 dies?
Where to find?
Those bends look nice I don't see any kinks.
Sent from my SM-G920V using Tapatalk
GreinTime
- GreinTime
-
Weldmonger

-
Posts:
-
Joined:Fri Nov 01, 2013 11:20 am
-
Location:Pittsburgh, PA
I sent you a DM on Instagram with my phone number so you can ask any specific questions you have about the bender, or anything else for that matter.5th Street Fab wrote:Interesting bender! Ive got some questions hahaGreinTime wrote:First bends with the new bender!
Sent from my VS995 using Tapatalk
What's the brand?
Price?
180 dies?
Where to find?
Those bends look nice I don't see any kinks.
Sent from my SM-G920V using Tapatalk
In order:
RogueFab M600 Tradesmen Set. Typically comes with 1x3.5, 1.25x4.5, 1.5x4.5, 1.75x6, and 2x6 dies. I swapped the 2x6 for the 1.625x6 as I don't feel that we (business partner and I) need at this point. If someone wants anything that big bent, the price of the die will be added to the price of the job.
Price: With roller pressure dies, which are 360 aluminum rollers with the matching tube size that the tube rests on as it pulls through the bender instead of a block with the radius milled in it. Cuts down on friction, allows you to bend stainless or aluminum without scratching it, things like that. Price was $1875, with shipping to my area it was $1987. I believe they are in Oregon actually, so you'd be able to pick it up locally and save some cash. **Also, this was the weld together kit, I'll get it powder coated locally.
Degree: If you could split the die in half on the centerline, you could bend 360. The dies are full diameter of die radius, with the tube profile cut in. Anything over 180 though you'd get stuck.
Where to find: https://www.roguefab.com/product-catego ... g-benders/
I bought the cylinder from Harbor Freight locally to save more money on shipping.
Bend quality is good as you can see. That was 1.5x.120, and bent great. I don't have the degree sticker on there, as I have to get it powder coated yet, but it seems that 0-~90° was one full stroke of the ram. I didn't repin to try and bend any farther, but that was 49 seconds or so with stopping once or twice to check things. The biggest selling point in my mind is that you can bend up to 1.5 solid bar with the HD kit, up to 0.250 wall 1.75, and up to 0.188 wall 2.0.
It's a little awkward to change dies, but it was the first time trying it, it should get easier from there.
I will keep everyone posted, I have a tube front on an S13 Nissan 240sx hatchback to do first, followed by an FD Mazda RX7 (1993 for you old folks who don't know chassis codes) and an 80's AE86 Corolla, back when they were RWD and cool [FACE WITH TEARS OF JOY] So I should be putting it through it's paces pretty quickly.
Sent from my VS995 using Tapatalk
#oneleggedproblems
-=Sam=-
-=Sam=-
Just mucking around with some outside corner joints on 16ga stainless.. I experimented using pulse, as well as filler and no filler joints. All joints were welded with a 3/32" 2% Lanthanated Tungsten, Furick Fupa 12 with aluminium angle for backing. I had 100 amps set on the machine but didn't go anywhere near that..I think I had about 12LPM argon flow.
No pulse, 1/16" 308L filler:

1pps, 100 amps, 30% peak current and 20% background current, 1/16" 308L filler:

Same settings as above sans filler:

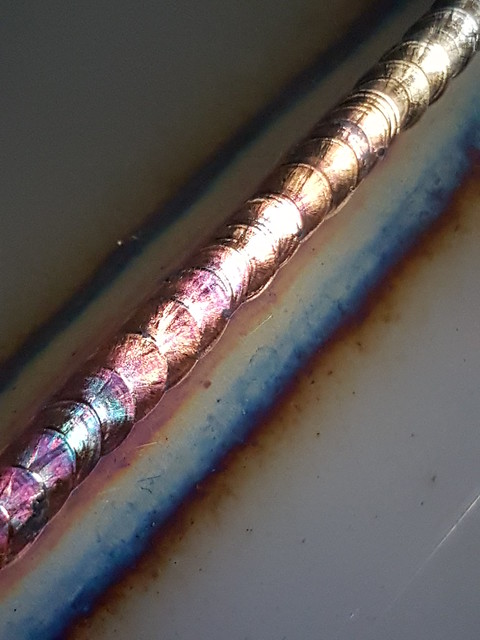
I only ran 6 coupons but I can definitely see the benefit that using a smaller diameter tungsten and filler would have on thin material.
Flo
No pulse, 1/16" 308L filler:
1pps, 100 amps, 30% peak current and 20% background current, 1/16" 308L filler:
Same settings as above sans filler:
I only ran 6 coupons but I can definitely see the benefit that using a smaller diameter tungsten and filler would have on thin material.
Flo

- LtBadd
-
Weldmonger
-
Posts:
-
Joined:Sun Apr 12, 2015 4:00 pm
-
Location:Clearwater FL
-
Contact:
way to lay it down Flo, very niceOzFlo wrote:Just mucking around with some outside corner joints on 16ga stainless.. I experimented using pulse, as well as filler and no filler joints. All joints were welded with a 3/32" 2% Lanthanated Tungsten, Furick Fupa 12 with aluminium angle for backing. I had 100 amps set on the machine but didn't go anywhere near that..I think I had about 12LPM argon flow.
I only ran 6 coupons but I can definitely see the benefit that using a smaller diameter tungsten and filler would have on thin material.
Flo
Richard
Website
Website
Thanks Richard. This is the same material that I'm going to build my water cooler reservoir from so I want to get some good practice before attempting to weld that up. I didn't use any chill bars on the face side of the material when I welded those coupons but definitely will be when I attempt the real thing.LtBadd wrote: way to lay it down Flo, very nice
Flo
- LtBadd
-
Weldmonger
-
Posts:
-
Joined:Sun Apr 12, 2015 4:00 pm
-
Location:Clearwater FL
-
Contact:
Make sure to document your build, we'll all benefit from itOzFlo wrote: Thanks Richard. This is the same material that I'm going to build my water cooler reservoir from so I want to get some good practice before attempting to weld that up. I didn't use any chill bars on the face side of the material when I welded those coupons but definitely will be when I attempt the real thing.
Flo
Richard
Website
Website

- MosquitoMoto
-
Weldmonger
-
Posts:
-
Joined:Sat Aug 01, 2015 8:38 am
-
Location:The Land Down Under
Was stuck in the shop waiting for deliveries. Got sick of doing paperwork so went into the shop and knocked up a third hand from scrap. The 1/4" round came from a mop squeezer already bent to perfect shape, just had to cut it to length. All three points got aluminium bronzed to eliminate sparking.
Deliveries came, too late to go back to site and I missed lunch so what would do you think an aussie joker would do about that?
Ah Queensland, beautiful one day, perfect the next. 
- 3rd hand.jpg (85.71 KiB) Viewed 2391 times
- bbq.jpg (102.94 KiB) Viewed 2391 times
Flat out like a lizard drinkin'

A few from the week. The first ones were tough. The main tubes were 0.6 mm (0.024") wall. A little nerve racking!

Stephen S by Mike Zanconato, on Flickr

Stephen S by Mike Zanconato, on Flickr

Stephen S by Mike Zanconato, on Flickr
The rest were a little more chill. Typical 0.7 - 0.8 mm wall.

Bill S by Mike Zanconato, on Flickr

Rich R by Mike Zanconato, on Flickr

Dan A by Mike Zanconato, on Flickr

Rich R by Mike Zanconato, on Flickr
Stephen S by Mike Zanconato, on Flickr
Stephen S by Mike Zanconato, on Flickr
Stephen S by Mike Zanconato, on Flickr
The rest were a little more chill. Typical 0.7 - 0.8 mm wall.
Bill S by Mike Zanconato, on Flickr
Rich R by Mike Zanconato, on Flickr
Dan A by Mike Zanconato, on Flickr
Rich R by Mike Zanconato, on Flickr

Wall thikness dosent efect on the strenght of the pipe, only material and outside diameter. You can apply the same force in pipe or axle... until there is a litle dent in the pipe.
i have made controllarms for race cars with 0.8mm wall thikness pipe, material 4130. Worked great. Cant take any dents, but is same for the stiffness than hevier wall pipe.
i have made controllarms for race cars with 0.8mm wall thikness pipe, material 4130. Worked great. Cant take any dents, but is same for the stiffness than hevier wall pipe.
Return to “Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities