Page 1 of 1
I could use some input.
Posted: Tue May 23, 2017 7:01 pm
by Otto Nobedder
Got the results back from three important coupons today:
2" 304 pipe GTAW for ASME IX, "Pass".
Coupon for 304SS GTAW PQR to prove procedure, "Pass"
Coupon for GMAW 304SS to prove procedure, "Fail".
I've passed the M...F... before, as a demonstration piece that got x-rayed, not bent for a PQR.
First, both fails are "root bend", but since the procedure we wrote permits back-grinding, the choice of root v. face was likely arbitrary by the testing facility. The coupon also passed both face bends, and both Tensile tests.
The coupon, as welded, was 1/4" 304l, 70* included angle, 1/16" land, 1/8 gap, in 1G. 308l .035 wire at 22.0V and 360 IPM all passes. The procedure as written allows back-grind ("Backing" is listed as weld metal).
I see three places I could have screwed the pooch. I used aluminum as backing for the root pass to contain shielding gas. (This was thoroughly ground out.) I may have allowed too high an inter-pass temperature when capping the initial root. I could have left grinder residue in the back-grind that could have been cleaned better.
I will entertain all thoughts on what I think went wrong, and anything you see that I may have missed. I will be re-making this coupon promptly. (It's not a welder certification; There's no wait time to re-submit.)
Steve
Re: I could use some input.
Posted: Tue May 23, 2017 7:21 pm
by Poland308
If your allowed to back grind why use a backer?
Re: I could use some input.
Posted: Tue May 23, 2017 7:26 pm
by Otto Nobedder
Poland308 wrote:If your allowed to back grind why use a backer?
It was simply to trap the tri-mix and reduce oxidation/sugaring on the backside, to reduce the cleaning needed. Frankly, I could have used ceramic tape, and might, next go. The procedure is written quite loose.
Also, the procedure will rarely be used in the PQR configuration. It's intent is to approve fillets and lap joints that are entirely ancillary to the code welds, but must still be held to a procedure.
Steve
Re: I could use some input.
Posted: Tue May 23, 2017 8:12 pm
by PeteM
I've passed the .035 hard wire on 1/2 in. plate before but used significantly different settings. I do the root face at 1/16th, and gap at 1/16th, with the voltage at 19.5 and wfs at 230. That passed bend and x-ray.
Sorry to hear it went like that. I know there is a lot riding on those.
Re: I could use some input.
Posted: Tue May 23, 2017 8:18 pm
by Otto Nobedder
PeteM wrote:I've passed the .035 hard wire on 1/2 in. plate before but used significantly different settings. I do the root face at 1/16th, and gap at 1/16th, with the voltage at 19.5 and wfs at 230. That passed bend and x-ray.
Sorry to hear it went like that. I know there is a lot riding on those.
Actually, we have a fair bit of time. The $6K worth of books we'd buy to be certified tomorrow will expire at the end of July. Therefore, we're doing this 1st of August. I'm not too hurt over it; The most important test, qualifying me to do all the other work, was a "pass".
I'm annoyed, as I thought I had all my ducks in a row, but, apparently, I have neither ducks nor a row. I have squirrels, and they're drunk.
Steve
Re: I could use some input.
Posted: Tue May 23, 2017 8:23 pm
by Otto Nobedder
So far, what I'm getting is, aluminum backer was a bad idea. Large gap and land was a bad idea. I could have used more manageable heat on the root.
Stupid thing is, if I actually had to do this weld as a repair, it would be backed with ceramic tape. I'll never have to do the PQR weld in practice. The welds it supports will happen fairly regularly.
Steve
Re: I could use some input.
Posted: Tue May 23, 2017 8:53 pm
by PeteM
Well, you have the resilience and ability to look at it and say "OK, what next?" instead of blaming the machine or the boss or the dog ate my weld test... and Thats what is going to get those stamps.
Re: I could use some input.
Posted: Tue May 23, 2017 9:01 pm
by Farmwelding
PeteM wrote:Well, you have the resilience and ability to look at it and say "OK, what next?" instead of blaming the machine or the boss or the dog ate my weld test... and Thats what is going to get those stamps.
Dog ate my weld test eh? I'll have to remember that one next year at welding school when I make a one year program 3 years long. At least my instructors would laugh since I know them pretty well.
Re: I could use some input.
Posted: Tue May 23, 2017 10:21 pm
by Poland308
Otto Nobedder wrote:Poland308 wrote:If your allowed to back grind why use a backer?
It was simply to trap the tri-mix and reduce oxidation/sugaring on the backside, to reduce the cleaning needed. Frankly, I could have used ceramic tape, and might, next go. The procedure is written quite loose.
Also, the procedure will rarely be used in the PQR configuration. It's intent is to approve fillets and lap joints that are entirely ancillary to the code welds, but must still be held to a procedure.
Steve
Kinda what I figured. I was just thinking about how thick the aluminum backer was? And if it was possible that it might have pulled out enough heat to affect the root. If so a preheat on the backer might also be an option.
Re: I could use some input.
Posted: Tue May 23, 2017 10:34 pm
by Otto Nobedder
Poland308 wrote:
Kinda what I figured. I was just thinking about how thick the aluminum backer was? And if it was possible that it might have pulled out enough heat to affect the root. If so a preheat on the backer might also be an option.
There's a point I hadn't considered. The backer was a 16" square piece of 1/2" 5052.
Steve
Re: I could use some input.
Posted: Tue May 23, 2017 10:39 pm
by Poland308
Might be worth a try with pre heat. And a test bend.
Re: I could use some input.
Posted: Sat Jun 10, 2017 7:28 pm
by Otto Nobedder
Bringing this up from the basement.
Had a second fail. How does a weld pass "tensile" and fail a bend?
NOW I know how. My "certificated" material is flawed.
I decided to do an entire "coupon-size" sample with all the materials I sent the failed coupons off with. I played with settings within the WPS I'm trying to prove. Ignore the nugget, because this was playing. Pay attention to the lines that appear in the half of the coupon that was cut from the "short" side of the very expensive sheet of traceable certified material.

- Delam 2.jpg (33.76 KiB) Viewed 1014 times
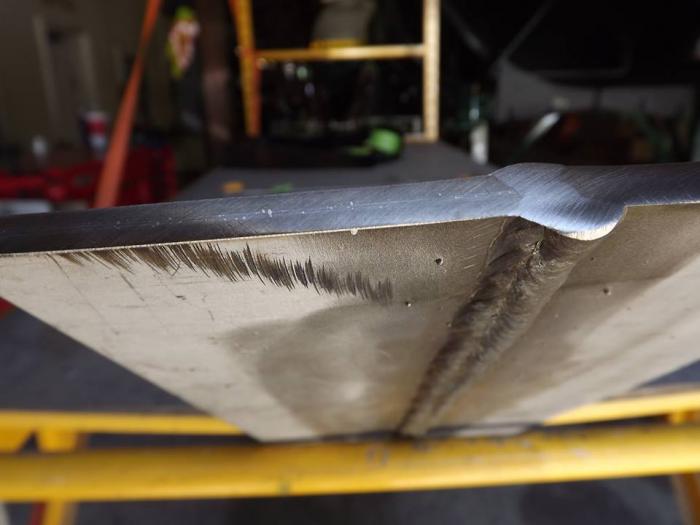
- Delam 3.jpg (34.86 KiB) Viewed 1014 times

- Delam 1.jpg (19.46 KiB) Viewed 1014 times
Steve
Re: I could use some input.
Posted: Sat Jun 10, 2017 9:03 pm
by Poland308
That's messed up!
Re: I could use some input.
Posted: Sat Jun 10, 2017 11:13 pm
by PeteM
Very interesting!
The manufacturer/distributor may want to see that. You never quite know where or in what the rest of that heat may end up.
Just as I was thinking "that looks like delamination..." I noticed the title of the pics.
Re: I could use some input.
Posted: Sat Jun 10, 2017 11:23 pm
by Otto Nobedder
Yep, I assume delamination failures will occur with any coupons cut from this end of the sheet. I had my TIG coupons pass, with material cut from much farter up the sheet, and that WPS is now qualified.
I'm going to have to cut another set of coupons from that end of the sheet, and I will polish and etch them before I spend any more hours prepping and welding them. I've wasted a good 15 hours on this faulty material already.
Steve