mig and flux core tips and techniques, equipment, filler metal


OK now im confused decided to replace liner it had been cut so short the end was inside the torch headpiece replaced and cut to length so it was just inside of diffuser
Unplugged earth lead and checked resistance moving it to make sure i had continuous connection
Adjusted Roller tension
Fired Mig up and grabbed some rusty metal plates - It starting working again
Tried to make it have a bad earth could not get it to happen - Anything else i should be checking

Unplugged earth lead and checked resistance moving it to make sure i had continuous connection
Adjusted Roller tension
Fired Mig up and grabbed some rusty metal plates - It starting working again
Tried to make it have a bad earth could not get it to happen - Anything else i should be checking


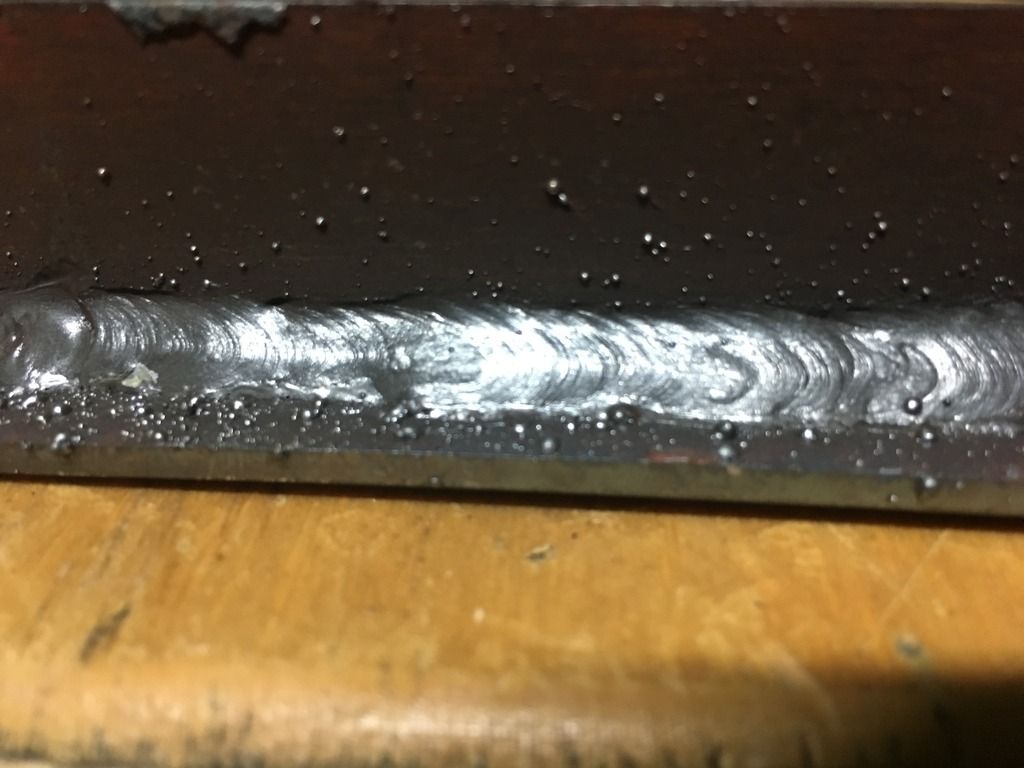
Is your latest question, "why is it now working?" Or does it still not work? Your pictures show it is working and you're welding on unprepped rusty metal. If you're having any arc quality issues welding, clean the metal! MIG is not very tolerant of rust and dirt and scale. It will get through it with enough heat, but the weld is compromised.
Or is your latest picture an example of the spatter and that's what you're trying to resolve? Again, clean the metal. Plus MIG will spatter some and the contact-work-distance (arc length theory) greatly effects the spatter. You might have too much stick out and be holding too far off the metal?
A picture is worth a thousand words, but this picture limits answers to speculation.
Or is your latest picture an example of the spatter and that's what you're trying to resolve? Again, clean the metal. Plus MIG will spatter some and the contact-work-distance (arc length theory) greatly effects the spatter. You might have too much stick out and be holding too far off the metal?
A picture is worth a thousand words, but this picture limits answers to speculation.

I can see now how confusing i made my last post what i was trying to ask was
I replaced liner, adjusted roller tension and unplugged earth check resistance then plugged back in - and now welder works
Should i be checking anything else before i continue to use it
The pictures i attached where for an opinion now that i have it working and have adjusted wire speed and voltage up
And not sure if easy to see but is the weld the right size for 1/8 thick metal
I replaced liner, adjusted roller tension and unplugged earth check resistance then plugged back in - and now welder works
Should i be checking anything else before i continue to use it
The pictures i attached where for an opinion now that i have it working and have adjusted wire speed and voltage up
And not sure if easy to see but is the weld the right size for 1/8 thick metal
Liners that are too short or just fouled up can cause the wire feed issues you were describing. That may be the only thing that was wrong. Even if you blow them out or clean them it's still possible that the wire may have cut a groove in the liner that left a ridge you were getting stuck on. Check the guides around your feed wheels they may also get cut from the wire and cause similar issues. Wheels can also get worn out. The grove can get deep enough over time that the face of the wheels touch before there is enough tension to drive the wire. This is usually a problem only after several thousands of pounds of wire. But on an older machine that's been constantly used with little or no cleaning it can happen faster.
I have more questions than answers
Josh
Josh
Looks a little big for 1/8" thick metal. The weld only needs to be the thickness of the metal.
For the sake of practice you can make them any size you like, but its also good practice to get them to the "right" size, what ever that may be. Welding wire is pretty expensive relative to the cost of steel and a lot of places appreciate the efficiency of a correctly sized bead. There's also the issue of sizing/fitting with parts of assemblies where over sized welds can cause problems and need ground down. That gets time consuming and expensive.
For the sake of practice you can make them any size you like, but its also good practice to get them to the "right" size, what ever that may be. Welding wire is pretty expensive relative to the cost of steel and a lot of places appreciate the efficiency of a correctly sized bead. There's also the issue of sizing/fitting with parts of assemblies where over sized welds can cause problems and need ground down. That gets time consuming and expensive.
Return to “Mig and Flux Core - gas metal arc welding & flux cored arc welding”
Jump to
- Introductions & How to Use the Forum
- ↳ Welcome!
- ↳ Member Introductions
- ↳ How to Use the Forum
- ↳ Moderator Applications
- Welding Discussion
- ↳ Metal Cutting
- ↳ Tig Welding - Tig Welding Aluminum - Tig Welding Techniques - Aluminum Tig Welding
- ↳ Mig and Flux Core - gas metal arc welding & flux cored arc welding
- ↳ Stick Welding/Arc Welding - Shielded Metal Arc Welding
- ↳ Welding Forum General Shop Talk
- ↳ Welding Certification - Stick/Arc Welding, Tig Welding, Mig Welding Certification tests - Welding Tests of all kinds
- ↳ Welding Projects - Welding project Ideas - Welding project plans
- ↳ Product Reviews
- ↳ Fuel Gas Heating
- Welding Tips & Tricks
- ↳ Video Discussion
- ↳ Wish List
- Announcements & Feedback
- ↳ Forum News
- ↳ Suggestions, Feedback and Support
- Welding Marketplace
- ↳ Welding Jobs - Industrial Welding Jobs - Pipe Welding Jobs - Tig Welding Jobs
- ↳ Classifieds - Buy, Sell, Trade Used Welding Equipment
- Welding Resources
- ↳ Tradeshows, Seminars and Events
- ↳ The Welding Library
- ↳ Education Opportunities