Just my welder only has Minuimum and Maximum switch then a Low, Med, Hi setting for Amps. So that gives me 6 different Amp settings. Wire feed has a dial 1 to 10 setting.
If there is anyone out there that has a Clarke 180EN, 220V, Primary Amp 22.5 - Peak Sec. Amp 180, Duty Cycle 120 Amps @25% and has mastered it. I'd really appreciate what settings you use for different metals.
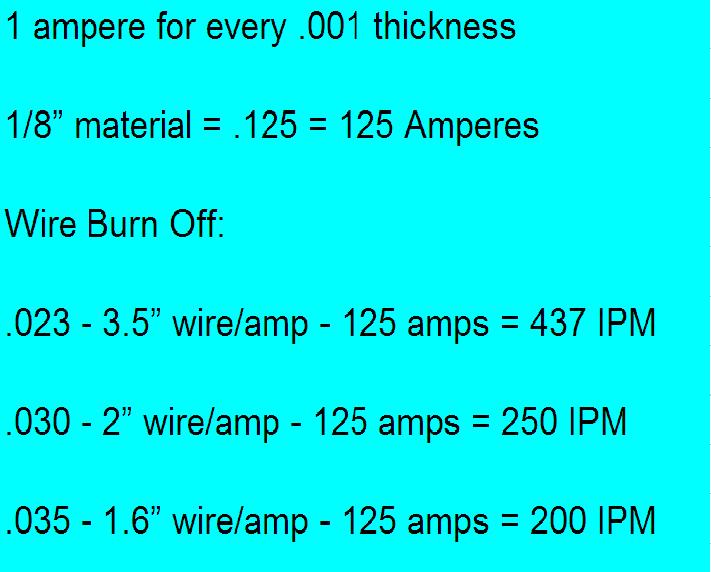
the counting 6 seconds thing is only used as a reference for comparing apples to apples ie same wire size. like if you have your settings down perfectly at 250 ipm on one machine using .035 wire and then you have to weld on a different machine also with .035 wire.
but you can still use the chart for .023 wire
just determine metal thickness and multiply times 3.5 for your ipm.
example....say you are welding .050 steel. that would need only 50 ampls. 50 x 3.5 = 165 ipm
you will need to get 16.5 inches of .023 wire in 6 seconds. ....might take a few tries.
Suggestion - Get you a big heap of scrap and do a lot of testing. Each time you get good results, write it down. When you have a chart of starting settings, write in on the side of you machine with a Sharpie.
Now, these settings are ONLY a starting point. It will change with each type of joint also.
If you have your manual to that Clarke, it should tell you what the settings are for the switches, as far as amps for the low, med, and high.
I know I'm late to the party, but I have one of those Clarke 180's and would like to offer my $.02. I love mine! It's a great little machine if you use it correctly. I run mine on a DEDICATED 60amp circuit that I only use for my welding machines, so it always has plenty of current.
You can forget about getting any useful info from the owners manual. It's only 18 pages long. I bugged the Clarke people and got these Voltage ratings for the various switch positions:
Min 1= 10v
2= 13v
3= 17v
Max 1= 15v
2= 20v
3= 28v
As for wire speed, I simply measured. Triggered the gun for 15sec, measured and multiplied by 4. I would suggest you do your own measuring, but here is what I got.
Position 1= 90ipm
2= 120ipm
3= 140ipm
4= 170ipm
5= 220ipm
6= 336ipm
7= 500ipm
8= 976ipm
I stopped after that, when was I going to use more than 1000ipm? If I'm welding something that heavy, I'll use one of my other machines.
As a side note, I can take this machine right to the edge of Spray Transfer. I hope this helps.